Séchage par gaz chaud
Nous avons présenté dans la fiche thématique sur l'évapoconcentration les installations de concentration par évapoconcentration.
Le séchage par gaz chaud consiste à évaporer le produit en augmentant l'humidité absolue d'un gaz qui est mis en contact avec lui. On réalise ainsi aussi une séparation du solvant et du soluté qui permet d'augmenter la concentration.
La différence avec les techniques d'évapo-concentration est que le produit final est sous forme solide, avec une humidité très faible (moins de 3% environ).
Il existe d'autres méthodes de séchage des produits que par les gaz chauds, mais nous ne les étudierons pas ici. Il s'agit par exemple du séchage à l'aide de tambours rotatifs chauffés de l'intérieur, sur lesquels sont déversés les produits à sécher.
Le gaz chaud doit être assez propre pour pouvoir être mis en contact direct avec le produit à concentrer. C'est généralement de l'air ou bien des gaz d'échappement de turbine à gaz.
Dans ce qui suit, nous donnerons un exemple d'atomiseur, dans lequel le produit à sécher, initialement sous forme liquide, est pulvérisé dans un courant d'air chaud sous forme de petites gouttelettes, qui sèchent au contact de l'air, dont l'humidité augmente et la température baisse en conséquence.
Le produit séché, une poudre de fines particules, tombe au fond de l'appareil et est collecté. Une petite partie étant emportée par le flux d'air, des cyclones la récupèrent en sortie.
Modélisation d'un atomiseur avec Thermoptim
Un modèle particulièrement simple permet de se faire une idée du fonctionnement d'une telle installation : il se contente d'établir les bilans massiques et énergétiques, en supposant d'une part que la fraction du débit de produit qui est extraite est connue, et d'autre part que seul le gaz chaud fournit l'enthalpie correspondant à l'eau évaporée, les pertes thermiques du composant étant prises en compte comme un pourcentage de cette valeur. Les débits des deux flux entrants sont imposés par les conditions en amont du composant et non pas recalculés. Si le débit de gaz (ici de l'air) est insuffisant pour que son refroidissement jusqu'à la saturation permette d'évaporer l'eau mise en jeu, un message avertit l'utilisateur.
Le modèle que l'on peut retenir est le suivant : les seuls paramètres sont la fraction du débit de produit évaporé et le pourcentage de pertes ;
on commence par calculer l'humidité absolue du gaz entrant, et on détermine le débit-masse de gaz sec à partir de celui du gaz humide ;
l'humidité absolue w en sortie est déterminée, et on itère sur la température de l'air en sortie, ce qui permet de calculer son enthalpie spécifique. Lorsque la variation d'enthalpie spécifique de l'air est égale à celle nécessaire pour évaporer l'eau, la recherche a abouti (on néglige ici la variation de chaleur sensible de l'eau mise en jeu) ;
la composition du gaz humide en sortie est modifiée ;
les valeurs en aval du nœud sont mises à jour.
Un tel composant peut être facilement implémenté dans Thermoptim sous forme de classe externe, en utilisant les fonctions de calcul des propriétés humides qui sont présentées dans cette page.
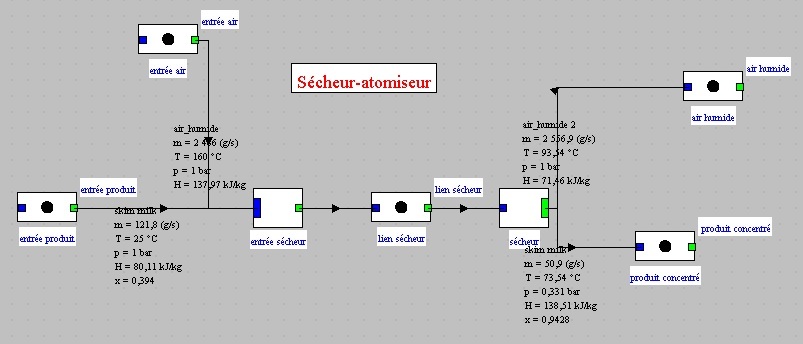
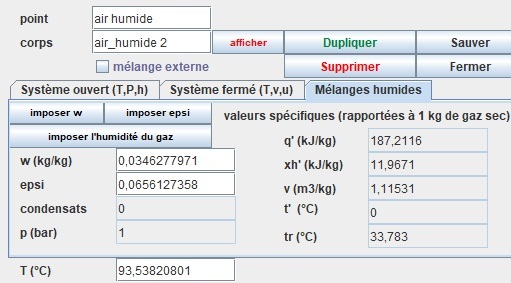
La figure ci-dessus montre le synoptique Thermoptim d'un tel dispositif (classes externes SprayDryerInlet et SprayDryerOutlet) : un débit de 2471 g/s d'air sec d'air chaud (w = 0,008 kg eau/kg air) à 160 °C est soufflé sur un flux de 121,1 g/s de lait écrémé à 25 °C. 96,5% de l'eau contenue dans le produit s'évapore en augmentant l'humidité de l'air. Notons que sur ce synoptique, les valeurs des débits d'air sont rapportées à l'air sec. A la sortie du composant, l'état thermodynamique de l'air est : température T = 91,7 °C, humidité relative ε = 7,44 %.
Cet air peut ensuite être éventuellement refroidi et condensé, puis recyclé si nécessaire.
Le produit à sécher est du lait écrémé dont le modèle est présenté dans la classe SkimMilk.
Modèle avec chambre de combustion
Le chauffage initial de l'air de séchage est souvent assuré par la combustion d'un combustible propre tel que le gaz naturel.
Le modèle suivant introduit une chambre de combustion en amont du sécheur par atomisation.
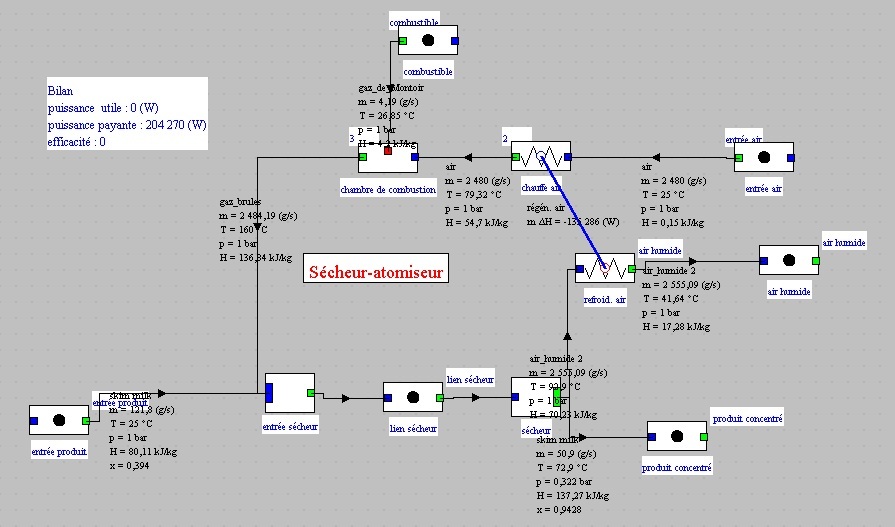
Thermoptim peut calculer ce modèle sans difficulté, même si les gaz chauds sont désormais les gaz brûlés et non l'air.
Il est possible de réduire les pertes au moins partiellement en refroidissant les flux de sortie par échange avec ceux d'entrée.
Par exemple, dans le cycle de la figure ci-dessus, un échangeur entre les flux d'air entrant et sortant permet de récupérer 135,2 kW, et donc de réduire l'apport de la chambre de combustion, qui passe de 340 à 204 kW. La consommation spécifique est ainsi fortement réduite.
